A, når behovet for sliping:
1. Sagingskvalitet oppfyller ikke kravene, for eksempel produktets overflateburr, grov, må umiddelbart male.
2. Når legeringens blad er slitt opp til 0,2 mm, må det skjerpes.
3. Skyv materiale hardt, lim inn
4. Produser unormal lyd
5. Sagbladet har klissete tenner, tanntap og tannkollaps når du skjærer
To, hvordan du sliper :
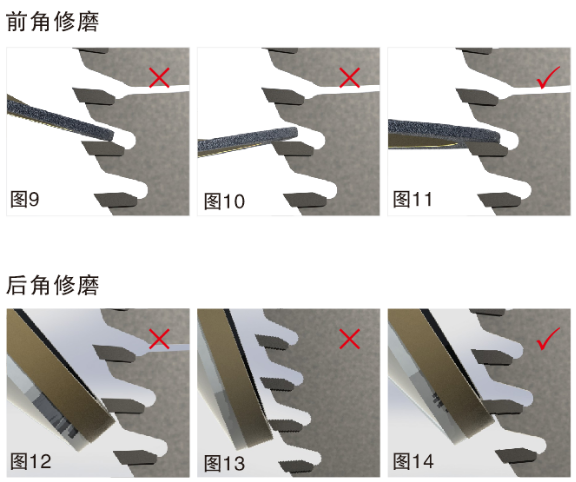
1. Slipingen er basert på baksiden av de slipende tennene, fronten på de slipende tennene er asfaltert, og siden av tennene kverner ikke uten spesielle krav.
2. Tilstanden om at front- og bakvinklene forblir uendret etter sliping er at vinkelen mellom slipehjulets arbeidsflate og for- og bakre tannoverflater for å slipe er lik den slipende vinkelen, og avstanden som flyttes av sliphjulet er er lik slipemengden.Gjør det arbeidende ansiktet til det slipehjulet parallelt med den serrerte overflaten til å bli malt, og kontakte deretter det arbeidende ansiktet til slipehjulet forsiktig, og få det arbeidende ansiktet til det slipehjulet, la tannoverflaten ligge.Juster deretter arbeidsvinkelen på slipehjulet i henhold til slipevinkelen, og til slutt gjør arbeidets ansiktet til slipehjulskontakten med tannoverflaten.
Tre, sliping saker som trenger oppmerksomhet
1. Før sliping må harpiks og rusk på sagbladet fjernes.
3. Hvis det brukes manuelt slipeutstyr, er det nødvendig å ha en nøyaktig grenseanordning, og å detektere tannoverflaten og tanntoppen på sagbladet.
4. I det slipende må du bruke spesiell kjølevæske på sliping av smøring av kjøling, ellers vil det redusere levetiden til verktøyet og til og med føre til at legeringsverktøyet er intern sprekker som fører til bruk av farlig situasjon.
Post Time: SEP-08-2022