1. Toleranser for kraner med forskjellige presisjonskarakterer
Nøyaktighetsnivået på TAP kan ikke velges og bestemmes bare i henhold til nøyaktighetsnivået til tråden som skal maskineres, bør den også vurdere :
(1) Materialet og hardheten til arbeidsstykket som skal bearbeides;
(2) Tapping av utstyr (for eksempel maskinverktøyforhold, klemmerverktøyhåndtak, kjølinger, etc.);
(3) Presisjons- og produksjonsfeil i selve tappa.
For eksempel: Behandling 6H -tråd, når du behandler ståldeler, kan 6H presisjonskran velges;I behandlingen av grått støpejern, fordi midtdiameteren på tapet på springen raskere, er utvidelsen av skruehullet også liten, så det er aktuelt å velge 6HX presisjonskran, livet vil være bedre.
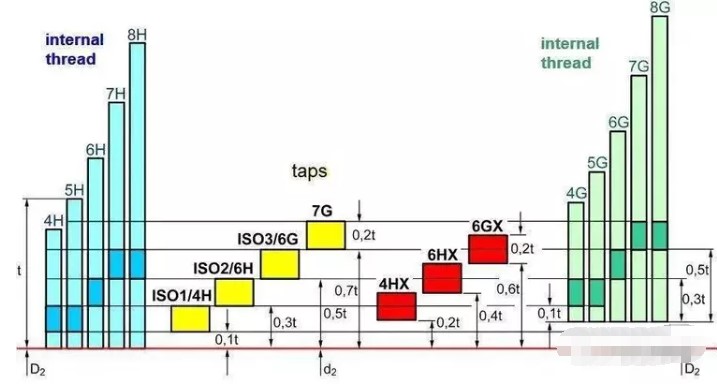
Beskrivelse av presisjonen til JIS -trykk:
(1) Cutting TAP OSG bruker OH -presisjonssystem, forskjellig fra ISO -standarder, OH Precision System vil tvinge bredden på hele toleransesonen fra den laveste grensen, hver 0,02 mm som et nøyaktighetsnivå, kalt OH1, OH2, OH3, etc. ;
(2) Ekstrudering TAP OSG bruker RH -nøyaktighetssystemet, RH -nøyaktighetssystemet tvinger bredden på hele toleransesonen for å starte fra den laveste grensen, hver 0,0127mm som et nøyaktighetsnivå, kalt Rh1, RH2, RH3 og så videre.
Derfor, når du bruker ISO Precision Tap for å erstatte OH Precision Tap, kan det ikke bare vurderes at 6H er omtrent lik OH3 eller OH4 -nivå, som må bestemmes ved konvertering, eller i henhold til kundens situasjon.
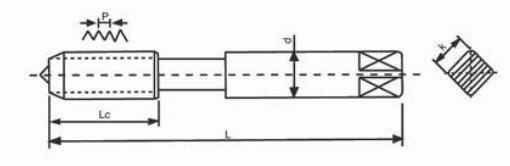
2. Trykk på ekstern størrelse
(1) For tiden er de mest brukte DIN, ANSI, ISO, JIS, etc.;
(2) Velg riktig total lengde, bladlengde og håndtak kvadratstørrelse i henhold til forskjellige behandlingskrav eller eksisterende forhold for kunder;
(3) Interferens under prosessering.
3. De 6 grunnleggende elementene i utvalget
(1) Type trådbehandling, metrisk, britisk, amerikansk osv.;
(2) Type trådbunnhull, gjennom hull eller blindt hull;
(3) Materiell og hardhet i arbeidsstykket som skal maskineres;
(4) dybden på den komplette tråden til arbeidsstykket og dybden på bunnhullet;
(5) presisjonen som kreves av arbeidsstykkets tråd;
(6) Formstandard på trykk.
Innleggstid: 31. oktober 2023